|
ПРИЕМЫ И СПОСОБЫ РАБОТЫ
ПРИ ИЗГОТОВЛЕНИИ МЕТАТЕЛЬНЫХ ПРЕДМЕТОВ.
Счастье - это когда тебя
понимают... (к/ф «Доживем до понедельника»)
У нас есть конкретная задача - изготовить
метательный нож. Так как же его сделать, чтобы и внешне напоминал
известные образцы и летал «правильно»? Воспользуемся уже приобретенным
опытом известного специалиста Т.Касьянова. Его практические решения
в данном вопросе начались с попыток найти изготовителя в среде оборонщиков.
На мой взгляд, слепая вера в нашу «оборонку» его и подвела.
«Как ни странно, но оказалось трудным
заказать ножи такой формы даже в "оборонке", так как токари
и фрезеровщики, потеряв квалификацию за годы перестройки в изготовлении
холодного оружия, никак не могли понять, чего я от них хочу. Тогда
я еще более упростил форму ножа, и сама рабочая часть, та, что входит
в мишень, а в бою в тело противника, стала напоминать пулю. И вообще
нож в профиль напоминал большую пулю, так как был, обтекаем, удобен
и не имел ничего лишнего... » (Тадеуш Касьянов. Наставление по метанию
ножей.)
Вывод несколько спорный. Здесь проблема не
столько в квалификации «оборонщиков», сколько в специфике ножевого
производства. Никогда наша оборонная промышленность не занималась
ножами. Жалкая пародия на штык и нож стала притчей...
Согласитесь - даже при беглом осмотре «штыка-ножа»
можно сказать, что изделие задумано, в основном, для выполнения
плана в условиях социалистического хозяйствования. Более бесполезной
и вредной для нашей Армии штуковины я не знаю. Не режет... Не пилит...
Метать?.. Рискни потерять - на нем номер!!! Старшина враз пригласит
ребят со строгими лицами для проведения беседы на тему: "Материальная
часть: - вопросы хранения ее и страшной Военной Тайны от буржуинов".
Остается поставить на постамент среди расположения и воскликнув:
"Йохимбе!!!" - упасть ниц пред этим "шедевром"
издевательства над Русским солдатом.
Даже в самые лучшие годы наша оборонка не
смогла бы изготовить нож по его (Т.Касьянова) заказу. Искать надо
было не среди токарей и фрезеровщиков... Хотя с их помощью можно
значительно облегчить задачу. Например, заранее рассчитав и выточив
заготовку можно добиться такого варианта, что за один удар молота
(расплющив заготовку) получить полуфабрикат метательного ножа. Я
использую этот способ при изготовлении транжирных двухрожковых вилок.
Он же применяется при промышленном изготовлении стамесок. Что же
до фрезеровщиков, то в оборонке, настроенной на огромное количество
изделий, используя их мастерство надо было изготовить вырубной штамп.
Матрицу и пуансон любой сложности можно было бы использовать для
изготовления любого тиража, в том числе и достаточно большого. Правда
это потребует затрат, но имея желание получить изделие именно от
оборонки к этому надо быть готовым...
Единственное препятствие - законодательство...
Даже не представляю, с какими трудностями придется столкнуться конструктору
метательных ножей при реализации своей идеи. Имея достаточно большой
опыт проживания в нашей стране готов предположить, что «грохнутся»
все благие идеи на первом же этапе - при оформлении лицензии. На
основании своего же опыта, опять же предвижу что, скорее всего,
небольшая партия будет изготовлена нелегально (т.е. противозаконно),
но поскольку использоваться «летающие железяки» этой партии будут
только специалистами по метанию, то особых карательных последствий,
скорее всего, не предвидится.
На своем ресурсе «Как самому сделать нож»...
я, более или менее, дал первоначальные отправные моменты, позволяющие
начинающему ножовщику приступить к изготовлению своего ножа. В той
или иной мере там достаточно освещен вопрос «с какой стороны подойти
к наждачному камню». Но характер поступаемых вопросов «мылом» заставляет
меня раскрыть некоторые «тонкости» как техники изготовления, так
и самих приемов работы. Прежде чем приступить к дальнейшему изложению
темы я еще раз хотел бы напомнить подходящему к наждачному кругу:
«Главное в нашем деле - техника безопасности!». Приемы работы, о
которых я попытаюсь рассказать, требуют особого внимания и, может
быть, с точки зрения «классических» требований техники безопасности
(ТТБ) противоречат всем нормам. Но жизнь - есть жизнь и используя
установленные ТТБ можно нанести непоправимый ущерб своему здоровью.
Сие сочинение написано как индивидуальное пособие и не претендует
на «обязательность к исполнению» и эпохальность.
Приемы работы, которые будут описаны далее,
применяются мною при работе на профессиональной шлифовально-полировальной
бабке (впрочем, можно использовать любой заточной станок, предварительно
сняв лишние ограничители). Использовались наждачные круги 25А40П
СМ1 и СМ2 Лужского завода, диаметром от 100мм до 300мм. Предварительное
удаление металла рекомендую проводить армированными отрезными кругами
как на специальных станках, так и «болгаркой».
В рассматриваемом случае МОЖНО воспользоваться
услугами фрезеровщика, кузнеца, токаря и прочих специалистов разного
профиля. Только советую соблюдать несколько основных правил. Даже,
если вы будете делать не метательный нож, а любой другой предмет,
они помогут вам сэкономить время, деньги и, как ни странно, люди
начнут вас понимать. Итак, при обращении к специалистам, старайтесь
поступать так:
1. Никогда не показывайте полный чертеж планируемого
изделия!!! Разделите его на этапы. Действуйте по принципу, каждому
- свое... Используйте эскизы.
2. При изготовлении чертежа и эскиза старайтесь
не указывать «супер-пупер» размеры. Это возбуждает аппетит. Особенно
притягательно для специалиста (по моим наблюдениям) выглядят показанные
на чертеже градусы. Если же вы захотите показать свою эрудицию и
прецизиозность вашего изделия, указав «минуты» - готовьтесь к банкету!
Не ленитесь - оставьте доводку изделия себе, - все равно «как надо»
не сделают.
3. При изготовлении оснастки, поступайте
с точностью «до наоборот». Лучше «накрыть полянку» чем потом работать
не доведенным «до ума» инструментом. Естественно, это в том случае,
если вы готовитесь к выпуску небольшой партии и оснастка вам позволит
увеличить производительность труда.
4. Не кичитесь! Не старайтесь показать «спецу»
свою значимость и осведомленность - это снижает «контактность».
В противном случае вам придется огромную массу времени потратить
на установление контакта. Снобизм - плохой помощник.
5. Не выставляете себя «лохом» и скупердяем.
Мастера этого не любят - рискуете уйти «ни с чем»... Грамотный специалист,
имеющий минимальные познания об эксплуатации вашего изделия, конечно
же ориентируется и в ценовом диапазоне. Он вас либо раскрутит, либо
«отведет душу» и поизмывается вволю.
Итак, приступаем...
Вариант с ковкой.
Потребуются услуги токаря и кузнеца. Такой
эскиз, поможет вам решить «токарную» проблему. Необходимо только
найти и указать нужные размеры.
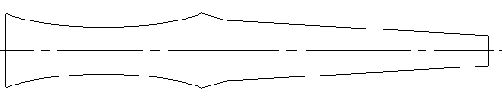
Далее к кузнецу... «Плющим» до необходимой
толщины (учитывая припуск на шлифовку), потом придаем окончательную
форму, шлифуем и полируем. Балансировку осуществлять сверловкой
отверстий и дольевыми проточками.
Вариант на два ножа.
Потребуются услуги токаря, кузнеца, фрезеровщика
(фрезеровочные работы можно заменить гильотинной рубкой или раскройкой
отрезным кругом).
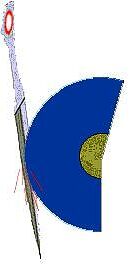
Заготовка рассчитывается с увеличением диаметра
в два раза и без углового конуса к острию. После кузнечной расковки
должна получиться приблизительно такая заготовка.
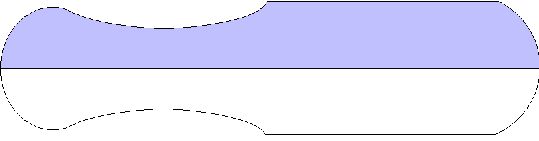
Залитое сереньким - пускаем
на один нож, беленьким - на другой.
Главное - изготовить метательный предмет,
как можно более приближенный к ранее предлагаемым образцам.
Вариант третий.
Обходимся без посторонней помощи.
Рубим на гильотине пластину «в размер» и
обрабатываем сами.

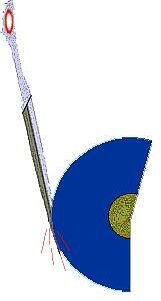
Чтобы получилась такая заготовка предварительно
«выбираем» лишний материал на отрезном станке или болгаркой. Далее
обрабатываем (окультуриваем) на наждачном камне, подгоняя симметричность
выемок под ладонь, закругляем тыльную часть, формируем лезвие.
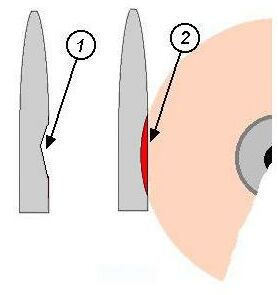
На рисунке: Указка
1 - показывает съем материала отрезным кругом. Указка 2 -
показывает один из приемов «радиусного» съема и подготовительной
работы под полировку.
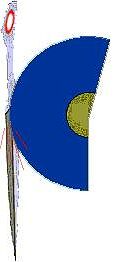
Здесь очень интересный, на мой взгляд, момент.
Использование естественных особенностей наждачного круга позволяет
нам получить достаточно ровную ладонную выемку. Для большей симметричности
съема под пятку заготовки можно поставить ограничитель. Использование
этого приема работы при изготовлении других типов ножевых изделий
настолько необходимо для формирования внешних закруглений и выемок,
что обойти его молчанием при изготовлении метательного ножа я счел
неприличным.
Обработка затыльника.



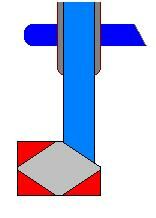
Формирование дольевых съемов можно производить
продольным стачиванием, предварительно образовав «скос» наждачного
круга, или развернув заготовку под необходимым углом. Получаемые
в конечном итоге сечения метательного ножа позволяют производить
закалку изделия после изготовления дольев.
Тем не менее, лучше это сделать до их появления.
Дело в том, что если заготовку все-же придется рихтовать в процессе
термообработки, то рихтовочным молотком на подготовленной поверхности
можно оставить такие «забоины» и «заковы», что их уже будет не вывести
без снижения веса заготовки.
Отделка.
Важной частью при придании изделию товарного
вида является отделка. В нашем случае для проведения отделочных
операций потребуется, как минимум, один войлочный круг. Если возможности
использования вращательного движения вала нет придется использовать
деревянные оправки для наждачной шкурки.
Перепечатка
статьи автор: Геннадий Константинович ПРОКОПЕНКОВ
|


